Manufacturing is the process of converting raw materials, components, or parts into finished goods that meet a customer’s expectations. In fact, it is the most tangible part of the product lifecycle because it results in a clear outcome – the “PRODUCT”.
Manufacturing has gone through several stages of evolution – starting with artisans creating products one at a time. This was followed by skilled laborers working on specific parts of components. Then the focus shifted to speed and productivity improvement, leading to a man– machine work cell set-up. Today it is a highly engaged workforce – and one could argue, we are back to the artisan culture but with more technology, finesse, and coordination.

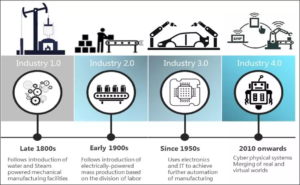
Figure 1 illustrates the different Industrial revolutions, starting from the early 1800s. The First Industrial Revolution ended in the early 1900s.This transition is often heralded as THE INDUSTRIAL REVOLUTION, which was in fact the first of many such. The ability to harness water and steam power enabled mechanical production during this period.
The Second Industrial Revolution came at the beginning of the 20th century with the development of approaches that enabled mass production, including the assembly line. The Third Industrial Revolution, also known as the digital revolution, represented the advances made possible by automation, as mechanical and analog technologies gave way to digital electronics between the 1950s and the 1970s.
And today, we are in the fourth revolution, also known as Industry 4.0, which is the current phase in the evolution of manufacturing. Stakeholders are combining cyber capabilities resulting from advances in computing with physical systems to create a highly intelligent, interactive, and automated manufacturing ecosystem. Digital Manufacturing and Design requires an integrated approach and most partners and suppliers are trying to position themselves to service customers with the right blend of skills and capabilities for Industry 4.0. And at a time when the realms of industrial, cyber security, analytics and software are coming together, COVID-19 may have acted as a catalyst for this change.
Clearly, industrial OEMs have charted out a roadmap for this phase, and are on their way to make the necessary adjustments and interventions to reap the benefits of the 4th Industrial Revolution.
The envisaged benefits include:
Trade Balance is a very important factor for countries like USA and Germany. As the impact of COVID-19 is getting aggravated by the day, manufacturing enterprises are evaluating alternatives ranging from digitalization to alternate destinations, and eventual insourcing.

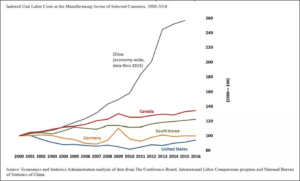
From Figure 2, it is quite clear that the average wages in China’s manufacturing sector as well as overall wages increased 13.7% annually. In contrast, the compensation of manufacturing workers in the US increased only by 2.9%. This trend is continuing and as of 2020, the US wages could be just about 4.5 times higher than China, whereas in 2008 it was 20 times higher.
Does this imply Insourcing? Not yet. This means, manufacturing is no longer about labor arbitrage alone, it has more to do with productivity improvements. Such productivity improvements can be achieved through a systematic application of pervasive technologies, and that is the essence of the 4th Industrial Revolution. One of the proven ways to achieve higher productivity is through cross-pollination of learning between suppliers and OEMs by way of trust and genuine collaboration.
First to Market advantage seekers require digital manufacturing and design working together simultaneously with standardized technical data packages across lifecycle, and this requires technology experts, software engineers and data scientists teaming up together.
Suppliers are always short of data – so, quicker the access, better the results for them. Access can be enabled with trust and technology – via secure access and strict protocols.
Shorter product cycles mean technology obsolescence. In today’s context it has more to do with mobile phones, consumer electronics and automobiles, and this is applicable to other industries as well. Integration of different disciplines working together to achieve that common goal will be the biggest differentiator in the market place.
The key to success for suppliers in the new normal is their ability to work alongside customers with unity of purpose, and also the agility with which they can take away the non-core or non-strategic functions of the customer with full ownership.
Industry 4.0 could have the following implications on business as a whole:
Everything will revolve around customer expectations –, and managing them will be central to survivability. Products and services will be enhanced with digital capabilities. Working closely with customers on shared platforms will become pivotal. Organizational focus on talent retention will be sharper. Product enhancements will not be done in isolation – this will be the central theme wherein product design, manufacturing and logistics will work together to address customer expectations.
In the current scenario, suppliers must prepare for an amalgamation of industrial, digital and software skills directed towards on-demand and customized product development, shorter product lifecycle and faster time to market..
Most suppliers tend to take the ‘fast follower’ approach rather than being ‘early adopters,’ and that may change as the earlier Industrial revolutions primarily focused on a traditional approach with pockets of technology application directed mostly towards automation.
However, Industry 4.0 may not be the same, as it is quite different from the other three in terms of competencies, ways of working, business models and alignment to customer expectations. The top three non-negotiable requirements for a supplier to be successful in this phase would be to:
Suppliers must be able to choose wisely the space in product lifecycle wherein they can add the maximum value -– starting from concept creation to part disposal. Shorter development cycles clearly indicate that suppliers will have to play to their strengths.
Having said that let me pose a few pertinent questions to you, my dear reader. I’m sure they will prompt you to introspect and help you to make the right choices for your enterprise:
You might already have answers to some of these questions, and others could have emerged as opportunities – nonetheless, from a continuous improvement perspective, partners and suppliers must address them to stay relevant.
In fact, now is the time for suppliers to share their fantastic ideas with customers, as anything and everything relevant must be on the table. Interestingly, ideas about the future presented by science fiction authors since the early 19th century (Jules Verne conceptualized propeller-driven airplane) are a reality today. There are four things about science fiction:
These have travelled with every piece of science fiction all along. So the potential of IoT, system of systems, and factories of the future – to whatever extent it is extrapolated, will be a reality without doubt. In the current context, a highly engaged workforce that will work together from concept to finish, addressing design, manufacturing and logistics will be the forthcoming paradigm.
While technology and innovations are well within the reach and range of humans, the coronavirus has proved to be a force stretching our limits and bounds. The current pandemic situation is perhaps the most testing times for the executive leadership of suppliers – given the current scenario, will they adopt a reduction in force and hire back when things turn around? Or will they retain talent enabling new skills, embarking on co-innovation with customers? Or will they adopt a ‘wait and watch’ approach?
Only time can bring us the answers. Till then, stay safe and keep thinking…

We are Quest Global. We’re in the business of engineering, but what we’re really building is a brighter future. It’s not just what we do, but why we do it that makes us different. We believe engineering has the unique opportunity to solve the problems of today that stand in the way of tomorrow. For 25 years, we have strived to be the most trusted partner for the world’s hardest engineering problems. As a global organization headquartered in Singapore, we live and work in 17 countries, with 67 global delivery centers, driven by 17,500+ extraordinary employees who make the impossible possible every day.
Quest Global brings deep industry knowledge and digital expertise to deliver E2E global product engineering services. We bring together technologies and industries alongside the contributions of diverse individuals and their areas of expertise to solve problems better, faster. This multi-dimensional approach enables us to solve the most important and large-scale challenges across the Aerospace & Defense, Automotive, Energy, Hi-Tech, Healthcare, Medical Devices, Rail and Semiconductor industries.